- Шаропрокатные станы для производства помольных шаров диаметром Ø 40, 50, 60, 70, 80, 90, 100, 120 мм
- Бизнес и миссия
- Референц-лист
- Партнёры
- Скачать Каталоги
- Вакансии
- Новости
- Политика обработки персональных данных
- Главная/
- О компании/
- Архив новостей/
- Новости
Шаропрокатные станы для производства помольных шаров диаметром Ø 40, 50, 60, 70, 80, 90, 100, 120 мм
Шаропрокатные станы для производства помольных шаров диаметром Ø 40, 50, 60, 70, 80, 90, 100, 120 мм
Если у вас есть потребность в локализации или расширении производства помольных шаров диаметром 40-120 мм на своём производстве мы можем помочь вам в реализации данного проекта. Для производства шаров мелющих диаметром Ø 40, 50, 60, 70, 80, 90, 100, 120 мм из круглой заготовки предлагается комплекс оборудования в составе с линиями поперечно-клиновой прокатки серии WRL и WRL TS с индукционными нагревательными установками собственного проектирования и производства ООО «Инженерный центр «АМТинжиниринг» (Республика Беларусь, г. Минск).
Введение
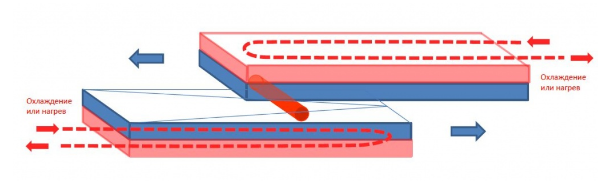
В условиях, когда вашему производству ограничен доступ к энергоносителям, производственным площадям, но при этом остро стоит потребность в освоении производства мелющих шаров различной номенклатуры. Для производства шаров мелющих диаметром Ø 40, 50, 60, 70, 80, 90, 100, 120 мм из круглой заготовки предлагается комплекс оборудования в составе с линиями поперечно-клиновой прокатки серии WRL7014 и WRL12020 TS собственного проектирования и производства (возможно производства всех типов шаров на линии WRL12020 TS, но для лучшей загрузки лучше использовать две отдельные линии). В устоявшейся практики использования двухвалковых шаропрокатных станов, станы с плоским прокатным инструментом серии WRL7014 и WRL12020TS не уступают и даже имеют целый ряд преимуществ.
При прокатке шаров плоским инструментом мы имеем следующие преимущества:
- быстрый запуск линии на площадке заказчика 30-60 рабочих дней (при наличии подготовленной инфраструктуры, зависит от объема поставки и варианта исполнения линии)
- быстрая горячая наладка одно комплекта прокатного инструмента 10 рабочих дней (при наличии необходимого оборудования для обслуживания инструмента)
- более высокую точность получаемых шаров при прокатке круглым инструментом при диаметре шара от 40 до 80 мм ± 0,8 мм.
- за счёт оптимальной длины прокатного инструмента коэффициент использования металла не уступает двухвалковым станам
- быстрая смена инструмента на линии WRL12020TS (20-30 минут) на линии WRL7014 (15-20 минут) в разы сокращает время на снятие и установку инструмента (для сравнения переналадка двухвалковых шаропрокатных станов с одного типоразмера на другой занимает до 10 часов)
- плоский инструмент станов WRL проще в изготовлении и при переточке требует ремонт только часть сменных клиньев. При переточке круглого инструмента перетачивается вся поверхность валка (ролика).
- при прокатке плоским инструментом из мерной заготовки все шары прокатываются одновременно и имеют одинаковую температуру, что положительно сказывается на режиме термообработки.
- более высокая стойкость инструмента, за счёт возможности изготовления инструмента с более широкими стенками реборд (перемычек, между зонами формирования шаров).
- инструмент и теплонагруженные элементы линии поперечно-клиновой прокатки, установки индукционного нагрева имеет систему охлаждения, для стабилизации температурного режима работы линии в автоматическом режиме при 2-3х сменном режиме работы.
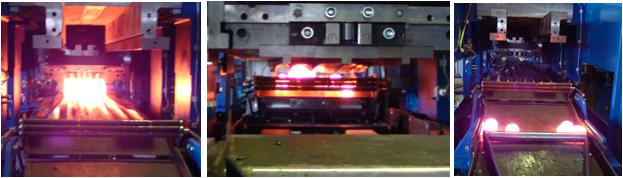
Помольные шары находят применение в размольно-дробильном оборудовании в качестве измельчающей среды. Выпускаются из чугуна и стали, в том числе легированной. Стальные шары наиболее долговечны и имеют большую стойкость на истирание. Создание и освоение способа прокатки шаров позволило значительно поднять производительность и механизировать трудоёмкий процесс массового производство шаров.
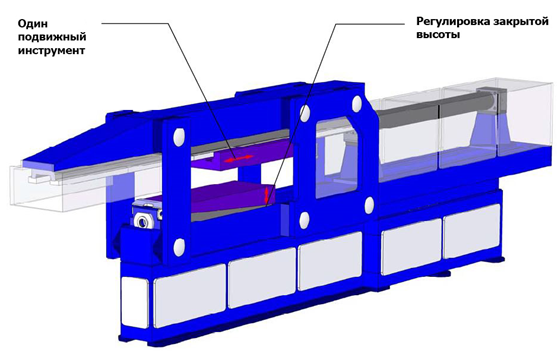
Компания ООО «Инженерный цент «АМТинжиниринг», (Республика Беларусь, г. Минск) является производителем линий и станов поперечно-клиновой прокатки серии WRL (один подвижный инструмент) и WRL TS (два подвижных инструмента) запатентованной конструкции, которые подходят для горячей прокатки шаров диаметром от 40 до 120 мм. На каждый диаметр шаров свой комплект прокатного инструмента. Прокатка шаров на максимальный допуск.
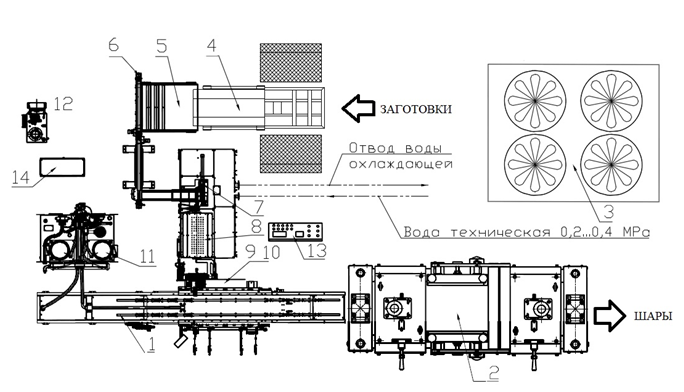
Для производства шаров мелющих диаметром Ø 40, 50, 60, 70, 80, 90, 100, 120 мм из круглой заготовки предлагается комплекс оборудования в составе с линиями поперечно-клиновой прокатки серии WRL7014 и WRL12020 TS. Комплекс оборудования включает:
1. Линию поперечно-клиновой прокатки WRL7014 для производства шаров диаметром 40 … 70 мм. Один подвижный инструмент верхний.
2. Линию поперечно-клиновой прокатки WRL12020TS для производства шаров диаметром 80 … 120 мм. Два подвижных инструмента
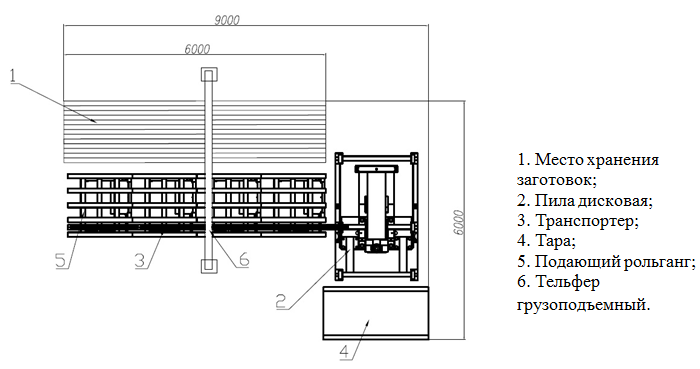
3. Заготовительный участок нарезки заготовок
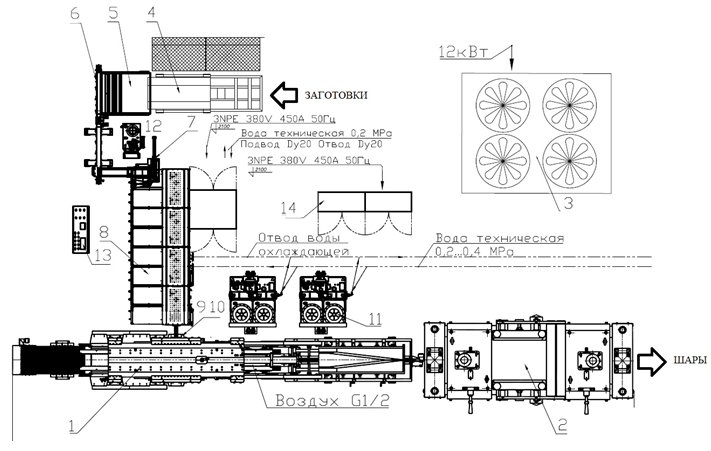
1. Линия поперечно-клиновой прокатки WRL7014 для производства шаров диаметром 40 … 70 мм. В следующем составе:
- 1й индуктор для заготовок 34 и 42 мм;
- 2й индуктор для заготовок 50 и 60 мм.
9. Механизм контроля температуры заготовок с устройством разбраковки недогретых и перегретых с удалением в тару.
10. Механизм загрузки машины прокатной;
11. Гидростанция привода линии;
12. Гидростанция привода подачи заготовок;
13. Центральный пульт управления линией;
14. Шкаф системы управления и дополнительное электрооборудование;
2. Линия поперечно-клиновой прокатки WRL12020TS для производства шаров диаметром 80 … 120 мм. В следующем составе:
1. Машина прокатная с 4-мя комплектами инструмента прокатного для прокатки шаров диаметром 80, 90, 100, 120 мм;
2. Устройство закалочное;
3. Градирня охлаждения технологической воды;
4. Бункер подачи заготовок;
5. Ориентатор заготовок;
6. Транспортер перемещения заготовок от ориентатора к механизму загрузки индуктора;
7. Механизм загрузки индуктора;
8. Нагреватель индукционный с 2 мя комплектами сменных индукторов:
- 1й индуктор для заготовок 67 и 75 мм;
- 2й индуктор для заготовок 85 и 105 мм.
9. Механизм контроля температуры заготовок с устройством разбраковки недогретых и перегретых с удалением в тару.
10. Механизм загрузки машины прокатной;
11. Гидростанции привода линии;
12. Гидростанция привода подачи заготовок;
13. Центральный пульт управления линией;
14. Шкаф системы управления и дополнительное электрооборудование;
3. Заготовительный участок нарезки заготовок
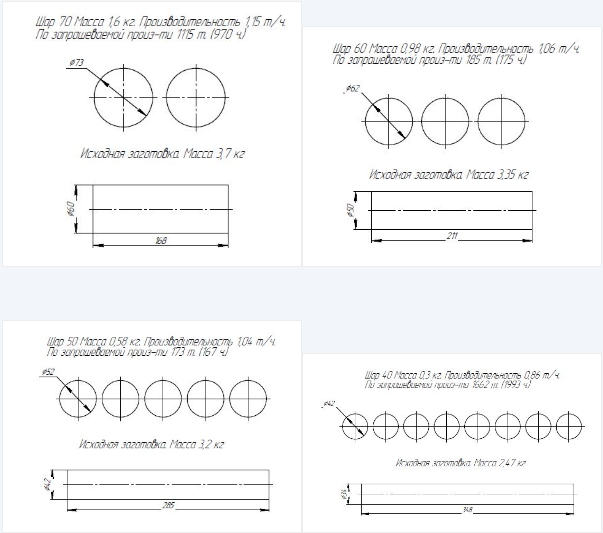
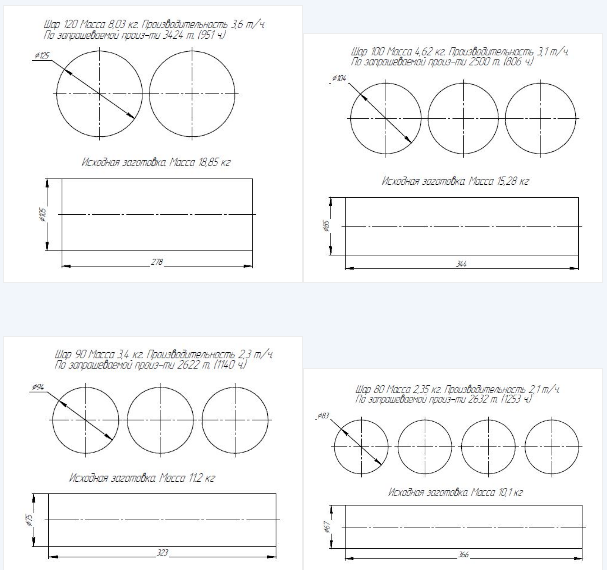
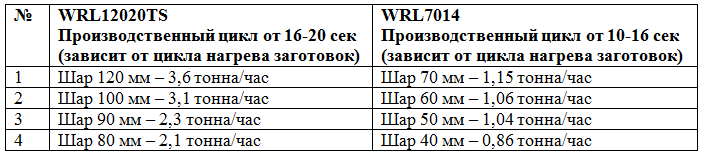
В предлагаемом проекте два участка прокатки шаров обеспечивают следующую производительность:
ОПИСАНИЕ СОСТАВА ОБОРУДОВАНИЯ
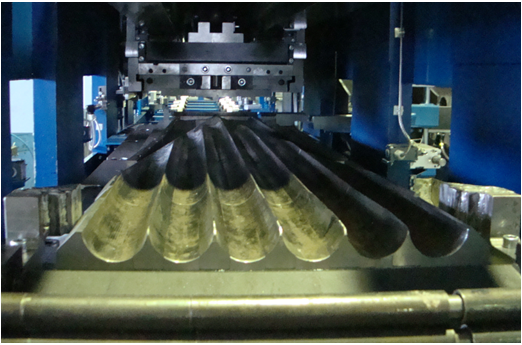
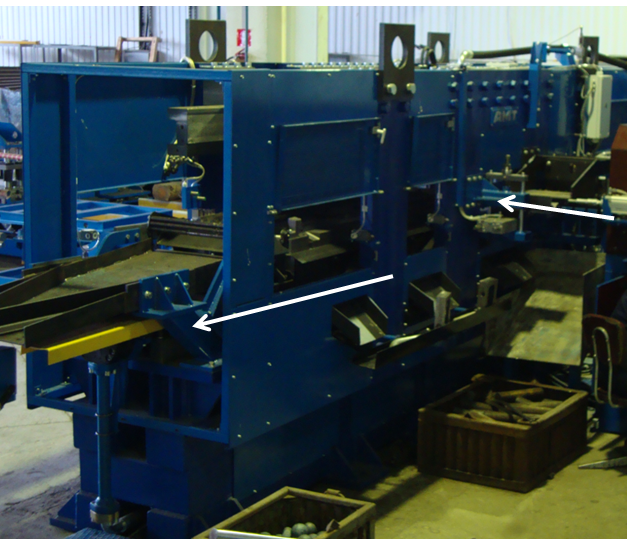
1.Машина прокатная WRL12020TS.
Линия поперечно-клиновой прокатки серии WRL TS представляют собой дальнейшее развитие линии серии WRL и предназначены для получения деталей типа "тел вращения" методом полугорячей и горячей прокатки. Линия поперечно-клиновой серии WRL TS прокатки имеют два подвижных инструмента, что позволяет применять клиновой инструмент длинной 2 м и работать с поковками 125 мм. Увеличенная длина инструмента позволяет осуществлять прокатку от 2х до 4х шаров за один рабочий цикл.
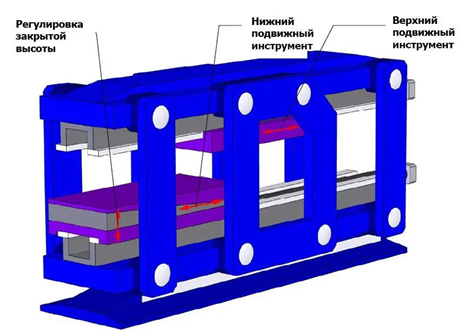
- Прокатная клеть машины представляет собой закрытую беззазорную конструкцию способную выдерживать большие распорные нагрузки без изменения технологических размеров (закрытой высоты). От 100 до 1000т;
- Базирование инструмента происходит при установке автоматически и не требует специальных элементов. Ползуны выполнены из цельных поковок и подвергнуты термообработке;
- Система охлаждения водяного типа;
- Ползуны перемещаются по высокоточным, малообслуживаемым, предварительно напряженным направляющим качения: IKO (Япония), INA (Германия), Rexroth, HIWIN (Китай, Корея) или аналог доступный к моменту закупки. Позволяет уменьшить усилие прокатки на 40% (бронза-сталь) и мощность привода на 50%;
- Ручная смазка и контроль;
- Скорость перемещения ползуна до 60 м/мин – улучшает деформацию;
Потребление энергоносителей и технические характеристики: Линия WRL12020TS- 230 кВт. Индукционный нагреватель с ТПЧ - 1600 кВт. Сеть трехфазная переменного тока 440 В и частотой 60 Гц (уточняется при разработке технического задания на линию). Сжатый воздух с давлением 0,4...0,6 Мпа и расходом не менее 20м3/час. Охлаждение нагретых узлов непрерывной подачей воды давлением 0,25...0,4 Мпа. Вода ГОСТ6709. Температура не более 25 с. Расход, 30 м3/ч. Время цикла (движение одного подвижного ползуна с инструментом): 16-20 сек (производительность зависит от мощности нагревателя заготовок).
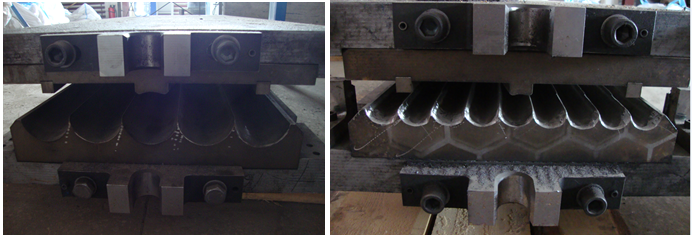
Прокатная клеть машины поперечно-клиновой прокатки
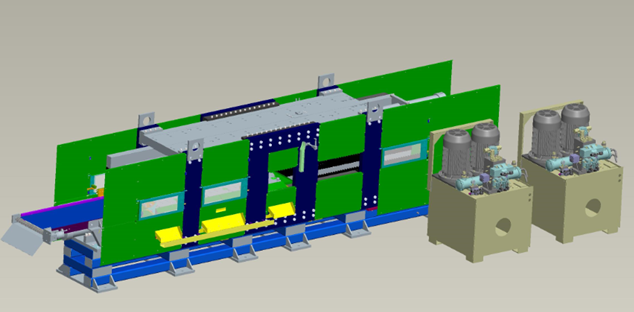
Прокатная клеть с гидростанциями привода прокатного инструмента


Индукционная нагревательная установка.
Индукционная нагревательная установка (в дальнейшем – установка) предназначена для нагрева заготовок круглого сечения под прокатку в линии поперечно-клиновой прокатки. Каждая линия поставялется с отдельным комплектом индукционнной нагревательной установкой и устройством подачи заготовок.
Для линии WRL12020TS – мощность нагревательной установки 1600 кВт или 800кВт и набор индукторов для нагрева заготовок:
- 1й индуктор для заготовок 67 и 75 мм;
- 2й индуктор для заготовок 85 и 105 мм.
Для линии WRL7014 – мощность нагревательной установки 800 кВт или 630 кВт и набор индукторов для нагрева заготовок:
- 1й индуктор для заготовок 34 и 42 мм;
- 2й индуктор для заготовок 50 и 60 мм.
Область применения линии - крупносерийное и массовое производство.
Основные характеристики.
Оборудование отвечает современным технологическим требованиям и включает отслеживание значений контролируемых параметров процессов и архивирования данных. Имеется возможность переноса на внешний цифровой носитель и просмотра на персональном компьютере.
1. Режим работы 3-х сменный.
2. Механизмы установки выполнены в виброизоляционном исполнении.
3. Температура нагрева заготовок - 1230°С. Разброс температуры по длине и сечению заготовки не более ±30°С.
4. Установка оснащена устройством контроля температуры нагрева и отбраковки недогретых и перегретых заготовок с помощью пирометра. Недогретые заготовки используются для повторного нагрева в установке.
5. В установке предусмотрены действия, позволяющие оставить заготовки в индукторе при краткосрочной аварийной остановке линии и дальнейшего запуска.
6. Оборудование оснащено сигнализацией, срабатывающей при несоблюдении рабочих и технологических параметров.
7. Оборудование оснащено системами безопасности с целью предотвращения его выхода из строя и травмирования персонала.
8. Условия подключения:
· Давление сжатого воздуха в сети 0,4 – 0,6 МПа.
· Производственный водопровод (оборотная вода). Подающий – давление 0,3 – 0,4 МПа, обратный самотеком. Температура оборотной воды +10…+30ºС.
9. Охлаждение обратной воды осуществляется градирнях входящих в состав оборудования.


Гидросистема.
Гидросистема состоит из сварного бака специальной конструкции и высококачественных комплектующих: распределители, двигатели, гидроцилиндры, шланги, фитинги. В гидросистеме предусмотрена система охлаждения, которая через отдельны контур оборотной водой обеспечивает охлаждение гидравлического масла в баке. Конструкция гидросистемы обеспечивает плавную регулировку скорости прокатки и идеальную синхронизацию.
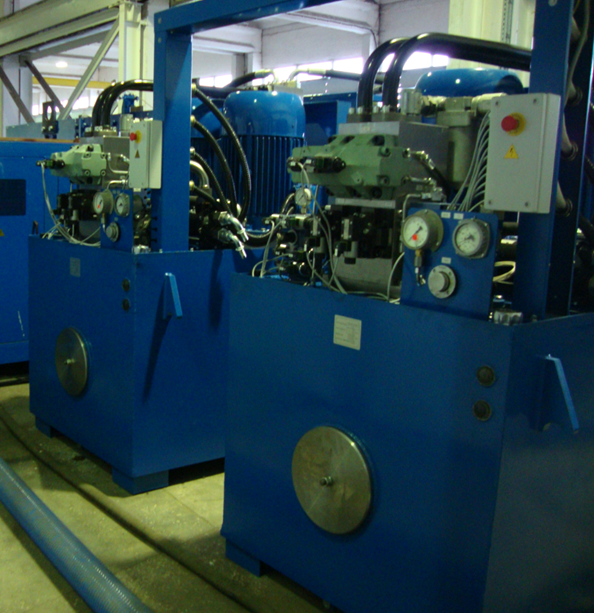
Система охлаждения линии


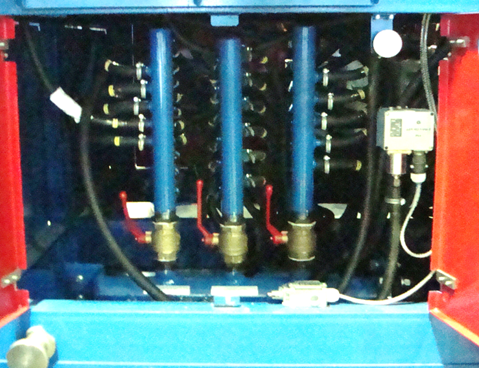
Подвод охлаждающей воды для охлаждения гидростанции / пример разводки охлаждающего контура в индукторе нагревательной установки
Градирня системы охлаждения отводной воды.
Параметры уточняются при разработке технического задания на поставляемого оборудование для выбранных климатических условий.

Пример градирни (исполнение для умеренного климата, для условий заказчика градирня подбирается индивидуально).

Насосная группа подвода и отвода охлаждающей воды.

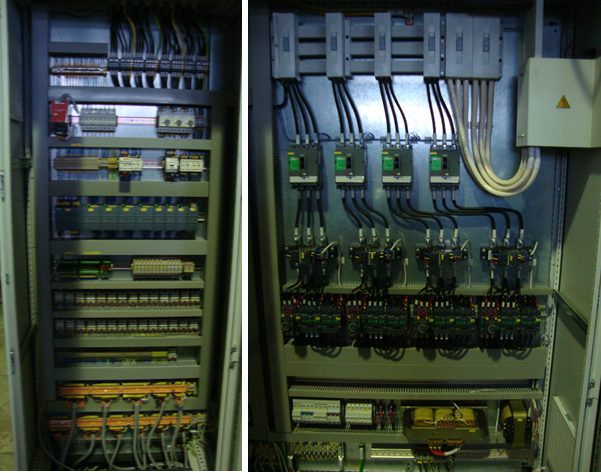
Система управления.
Система управления собрана из качественных комплектующих и шкафов фирмы «RITTAL» или аналог. Система управления состоит из следующих основных элементов:
· программируемый логический контроллер PLC фирмы или Mitsubishi;
· панель оператора фирмы «Mitsubishi»;
· коммутационная аппаратура от ведущих фирм.
Программа управления оборудованием, созданная специалистами АМТинжиниринг для линий серии WRL TS и WRL, позволяет осуществлять автоматический, наладочный и ручной циклы управления линией и всего оборудования входящего в производственный комплекс. В процессе работы осуществляется контроль работы всех узлов и механизмов с обратной связью. В случае неполадки, неисправность высвечивается на экране панели оператора. Программа производит идентификацию инструментов и определяет время принудительной замены инструмента. Дополнительно имеется специальное соединение с модемом, позволяющее производить удаленную диагностику состояния линии и осуществлять полный контроль за качеством и работоспособностью автоматической линий.

Устройство смены инструмента.
На линиях инструмент для ПКП имеет вес от 1000 кг до 3500 кг. Поэтому смена инструмента в прокатной машине производится с помощью специальных приспособлений, которые встроены в машину и позволяют облегчать установку или снятие комплектов инструмента грузоподъемными средствами заказчика.
Время смены инструмента 15…20 мин. Установленный инструмент дальнейшей поправки и настройки не требует.


Линия поперечно-клиновой прокатки WRL12020TS оснащено приспособлением для смены инструмента. Инструмент смещается из зоны прокатки вдоль линии поперечно-клиновой прокатки для линий WRL TS. Для линии WRL поперек для на специальный стол откуда грузоподъемными силами заказчика собранный инструмент перемещается в зону хранения / замены или обслуживания.
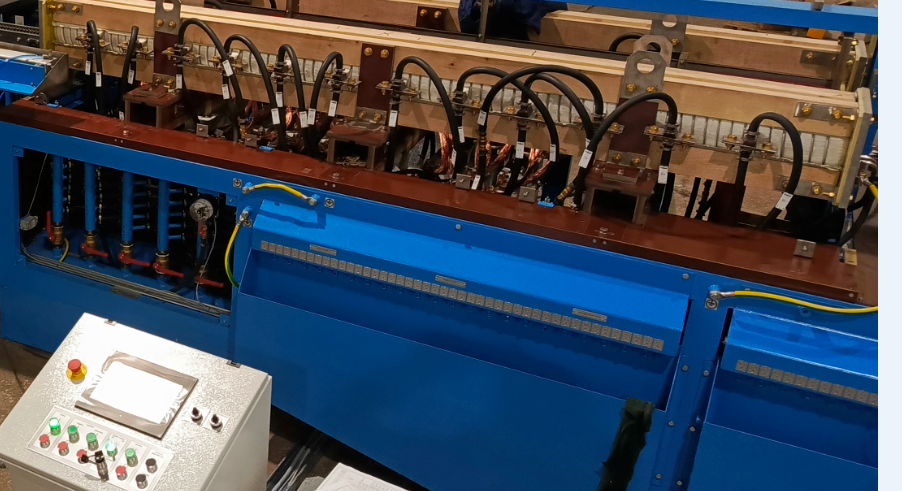
Клиновой инструмент
Один комплект клинового инструмента состоит из верхней и нижней монтажной плиты с установленными на них клиновыми элементами. Для производства и ремонта клиновых элементов не требуется сложного оборудования.
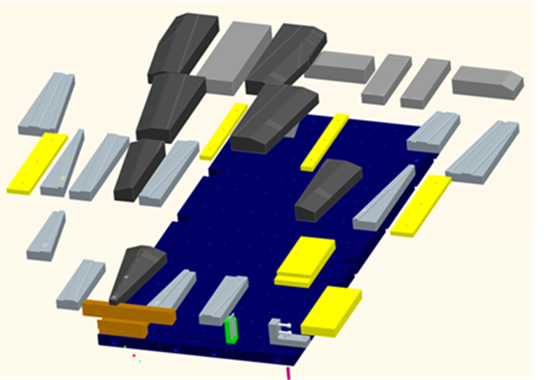
Инструмент попеечно-клиновой прокатки представляет собой набор клиньев изготовленных из легированной высокопрочной стали, установленных на обоймы для крепления клиньев. Точная установка инструмента в линию обеспечивается конструкцией посадочных поверхностей ползуна и инструмента, что не требует дополнительных промежуточных узлов. Фиксация инструмента на ползуне обеспечивается болтовым соединением или автоматически с помощью гидрозажимов (инструмент не взаимозаменяемы).
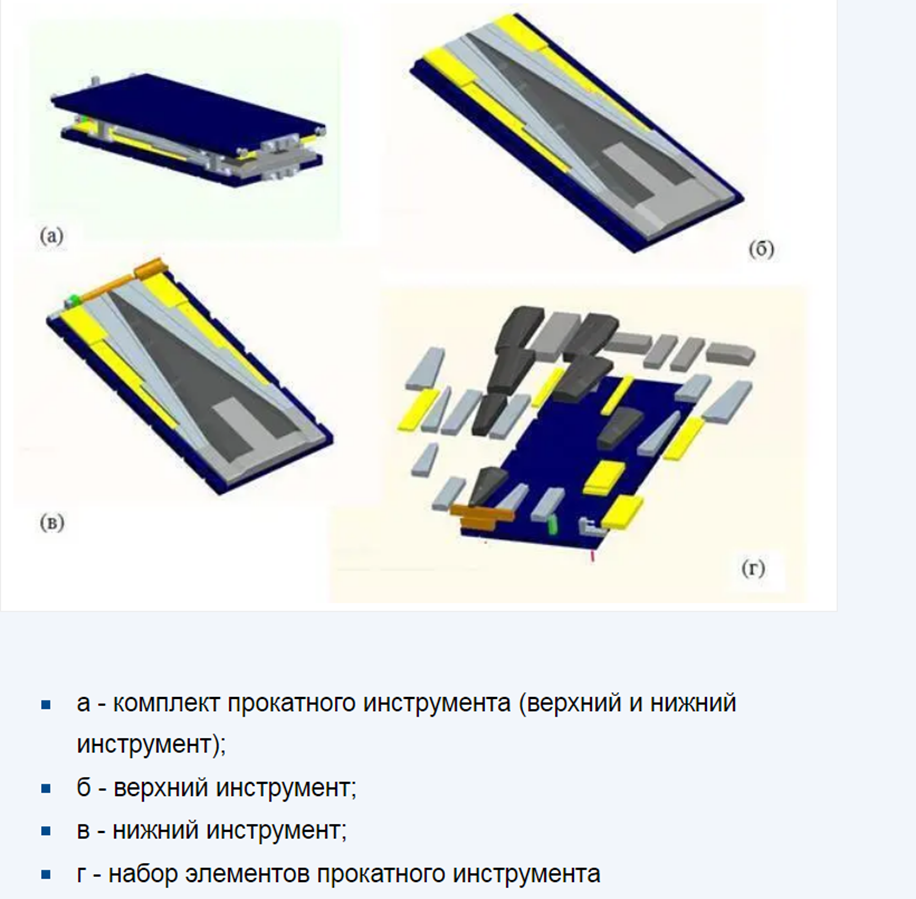
Один комплект клинового инструмента состоит из верхней и нижней монтажной плиты с установленными на них клиновыми элементами. Для производства и ремонта клиновых элементов не требуется сложного оборудования.
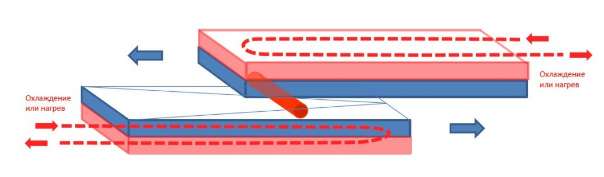
Сменные комплекты инструмента линий поперечно-клиновой прокатки.
Комплект инструмента установленный в линии. На линиях серии WRL TSв движение приводятся верхний и нижний инструмента. Осуществляется рабочее движение на встречу друг другу. На линиях серии WRL в движение приводится только верхний инструмент, нижний инструмент закрепляется неподвижно.
Монтажный стол для обслуживания клинового инструмента
Один комплект клинового инструмента

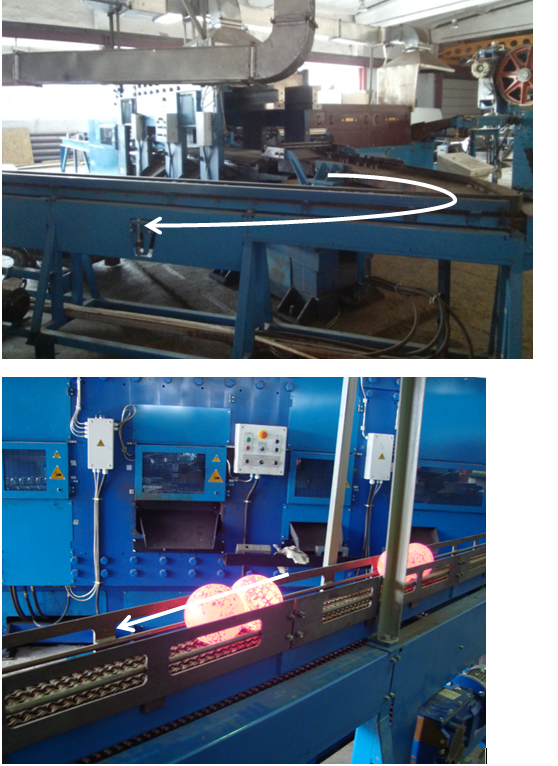
Транспортеры уборки шаров, транспортеры уборки отходов.
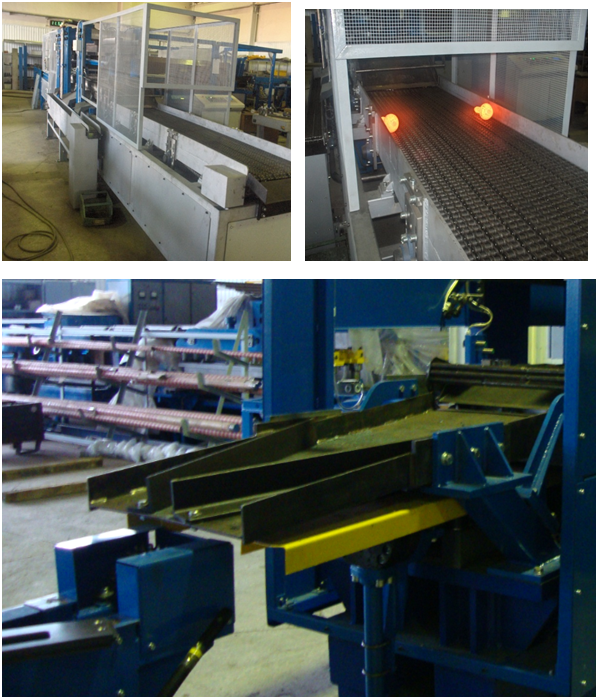
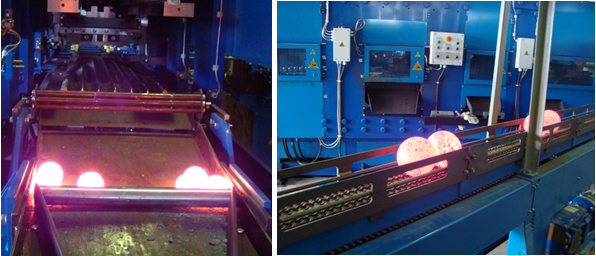
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА



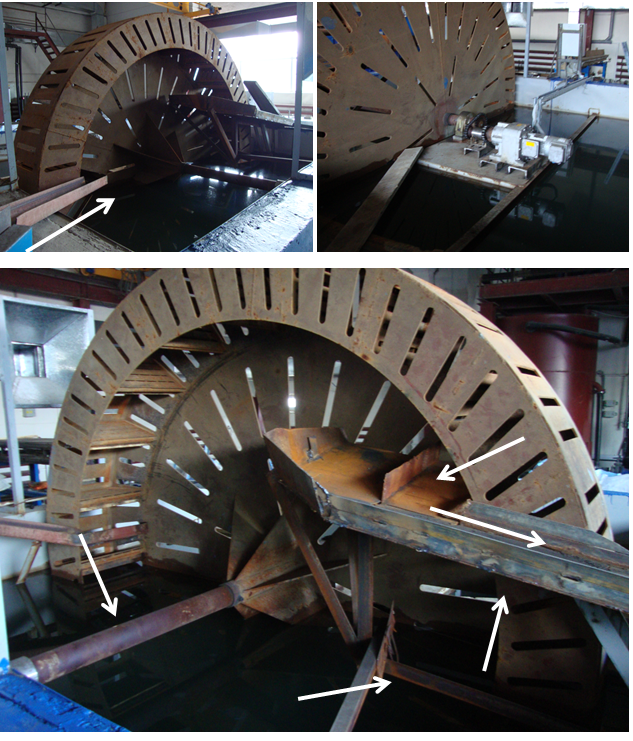
Закалочная ванна с колесом загрузки и выгрузки шаров. Система закалки аналогична для линии поперечно-клиновой прокатки WRL7014 для производства шаров диаметром 40 … 70 мм и линию поперечно-клиновой прокатки WRL12020TS для производства шаров диаметром 80 … 120 мм.
2. Машина прокатная WRL7014 для прокатки шаров диаметром 40…70 мм.
Линии поперечно-клиновой прокатки серии WRL характеризуются наличием одного (верхнего) подвижного инструмента. Ползун в машине установлен на роликовых опорах качения с беззазорной конструкцией, что обеспечивает минимальные потери на трение и отсутствие зазоров в направляющих при нагреве ползуна в процессе прокатки. За счёт баланса скорости и режимов проведения прокатки значительно уменьшается время контакта горячей заготовки с инструментом и соответственно уменьшается нагрев инструмента и, как следствие, увеличивается его долговечность.
- Прокатная клеть машины представляет собой закрытую беззазорную конструкцию способную выдерживать большие распорные нагрузки без изменения технологических размеров (закрытой высоты;
- Базирование инструмента происходит при установке автоматически и не требует специальных элементов. Ползуны выполнены из цельных поковок и подвергнуты термообработке;
- Система охлаждения водяного типа;
- Ползуны перемещаются по высокоточным, малообслуживаемым, предварительно напряженным направляющим качения: IKO (Япония), INA (Германия), Rexroth, HIWIN (Китай, Корея) или аналог доступный к моменту закупки. Позволяет уменьшить усилие прокатки на 40% (бронза-сталь) и мощность привода на 50%;
- Ручная смазка и контроль;
- Скорость перемещения ползуна до 60 м/мин – улучшает деформацию;
Потребление энергоносителей и технические характеристики: Линия WRL7014 - 140 кВт. Индукционный нагреватель с ТПЧ - 630 кВт. Сеть трехфазная переменного тока 440 В и частотой 60 Гц (уточняется при разработке технического задания на линию). Сжатый воздух с давлением 0,4...0,6 Мпа и расходом не менее 20м3/час. Охлаждение нагретых узлов непрерывной подачей воды давлением 0,25...0,4 Мпа. Вода ГОСТ6709. Температура не более 25 с. Расход, 12-15 м3/ч. Время цикла (движение одного подвижного ползуна с инструментом): 10-16 сек (ограничено нагревом заготовок)




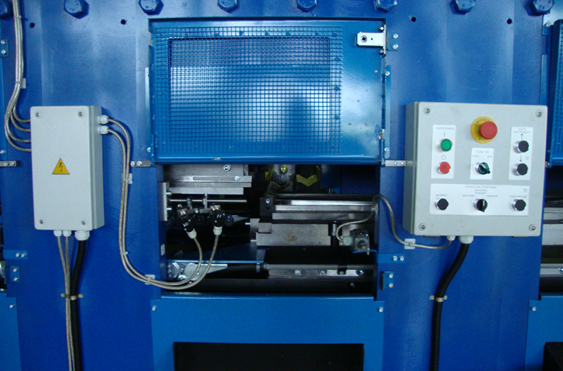
Линия WRL7014 c гидростанцией привода и шкафом управлениЛиния поперечно-клиновой прокатки с комплекто прокатного инструмента, системой управления, нагрева и автоматической подачи заготовок

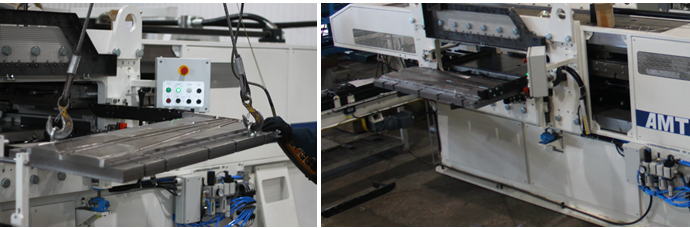
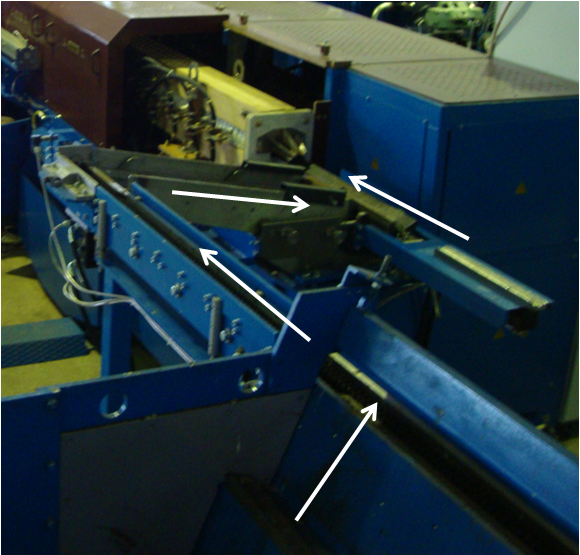
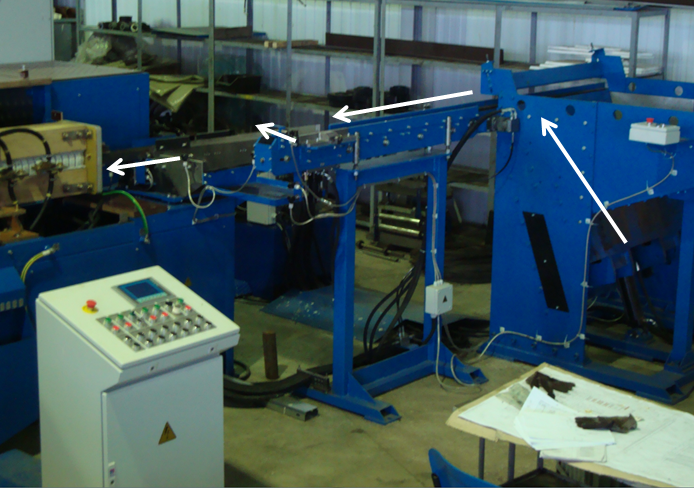
Устройство загрузки индуктора с подачей из накопителя заготовок. Устройство автоматической подачи заготовок в прокатную машину с разбраковкой по температуре. Устройство контроля температуры заготовки пирометром и механизм удаления недогретых или перегретых заготовок, поступающих из выходного сечения индуктора. Установка индукционного нагрева с транзисторным преобразователем частоты (ТПЧ).

Устройство смены инструмента прокатного (нижней и верхней части). Для линии серии WRL cмена инструмента в бок.
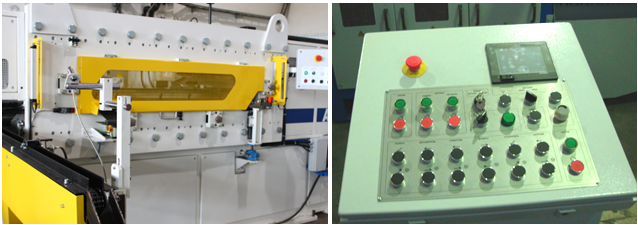
Контроль безопасности рабочей зоны, контроль температуры прокатанной детали. Центральный пульт управления с монитором touch-screen и меню управления режимов работы линией и дублированным кнопочным блоком.
СОПРОВОЖДАЮЩАЯ ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
- Руководство по эксплуатации и обслуживанию; Предоставляется планировочное решения для подготовки силами Заказчика производственной площадки с указанием мест и требований к необходимым для работы линии коммуникациям. Общие технические чертежи (чертежи сборки основных групп);
- Электронные и электрические, пневматические, гидравлические схемы, список ЗИП;
- Во избежание несанкционированного изменения программного обеспечения исходники программы управления линией передаются после окончания гарантии на оборудование. В гарантийный период обеспечивается удаленная сервисная поддержка программного обеспечения. Стандартно контроллер PLCи панель управления оборудованием от Mitsubishi.
- Декларация соответствия оборудования требованиям техническим регламентам Таможенного союза «О безопасности низковольтного оборудования ТР ТС 004/2011, «О безопасности машин и оборудования» ТР ТС 010/2011, «Электромагнитная совместимость технических средств» ТР ТС020/2011
Эстетические, эргономические требования
- Оборудование линии должно быть удобно в эксплуатации и обслуживании;
- Рама RAL 5005 синий; подвижные части и защитные экраны: RAL1023 (желтый); Корпусы шкафов и пультов электрической части: RAL7035 (серый). Возможен другой цвет рамы и защитных экранов. Возможна окраска рамы и защитных экранов (кроме шкафов и пультов управления) в другой цвет (как вариант: цвет рамы и окрашиваемых частей оборудования - антрацитово-серый RAL 7016. Цвет подвижных частей и элементов безопасности - ярко-оранжевый RAL 2008).
Производство (ООО «Инженерный центр «АМТинжиниринг», г. Минск)
- Собственное производство; собственное проектирование линии профилирующей, профилирующего инструмента, системы управление линией; изготовление основных узлов профилирующего инструмента, валов, рамы, отрезных, перфорирующих узлов, штампов;
- Сервисная служба и сервисная поддержка, проведение пуско-наладочных работ: ООО «Инженерный центр «АМТинжиниринг»
Перечень необходимого сопутствующего оборудования для эксплуатации и пуско-наладки оборудования на территории Заказчика:
Обеспечивать своих работников в месте выполнения работ спецодеждой, а также необходимым инструментом, включая: синусную линейку; синусный магнитный стол 300х200 мм; набор концевых мер метрический; угловую шлифовальную машину; прямую шлифовальную машину диаметром цанги 6 мм; штангенциркуль; угломер метрический; фольгу стальную толщиной от 0,1 до 0,5 мм; ножницы по металлу; набор внутренних шестигранников с метрической системой измерения; набор гаечных ключей, имеющих метрические размеры (набор головок, трещоток, удлинителей и т.д.); электродрель с набором сверл по металлу и бетону; метчики для нарезания метрической резьбы; сварочный полуавтомат для сварки в защитной газовой среде.
К дате приезда специалистов Продавца Покупатель обязуется за свой счет и своими силами:
• выполнить технические требования Продавца к расположению Оборудования;
• выполнить технические требования Продавца по подводу необходимых коммуникаций электроэнергии, воды и сжатого воздуха согласно местам расположения и размерам, которые указаны в предварительно согласованной планировке Оборудования;
обеспечить наличие в месте выполнения работ следующих работоспособных станков и механизмов:
• шлифовального станка, имеющего стол не менее 500х250 мм, с набором шлифовальных кругов (необходимо для работ с инструментом);
• фрезерного трехкоординатного станка, имеющий стол не менее 500х250 мм, с ЧПУ (необходимо для работ с инструментом);
• подъемно-транспортных механизмов требуемой грузоподъемности для перемещения, подъема, установки и монтажа Оборудования.
• подготовить расходный материал (металл), необходимый для пуско-наладки;
• подготовить масло и смазочно-охлаждающую жидкость.
• обеспечить участие своих специалистов, имеющих профильное техническое образование, в получении технических навыков по правилам безаварийной эксплуатации Оборудования;
• обеспечивать своими силами своевременное и качественное выполнение вспомогательных работ (сварка, резка, координатно-фрезерные работы на станке с ЧПУ, плоское шлифование с использованием синусной линейки).
Пуско-наладки оборудования на территории Заказчика
Стоимость услуг по пуско-наладке поставляемого оборудования определяется в зависимости от объема поставки оборудования и места проведения пуско-наладочных работ. Подготовка производственной площадки с фундаментом под оборудование с подводом необходимых коммуникаций в соответствии с чертежами подвода коммуникаций и планами фундамента, предоставленными АМТинжиниринг, проводятся силами Заказчика. До прибытия специалистов АМТинжиниринг для проведения пуско-наладки расстановка оборудования производится силами Заказчика в соответствии с планом расположения оборудования, не требует присутствия специалистов АМТинжиниринг. Подключение, запуск, испытания, сдача оборудованиями в рамках пуско-наладочных работ производится специалистами АМТинжиниринг. В момент проведения пуско-наладочных работ происходит обучение специалистов Заказчика работе на оборудовании. Срок пуско-наладочных работ 1 линии – от 20-30 рабочих дней (в зависимости от объема поставленного оборудования). Срок проведения пуско-наладочных работ одного комплекта прокатного инструмента на одни диаметр шаров 10 рабочих дней. Материал для испытаний на территории Изготовителя до отгрузки предоставляет Заказчик. Испытанные образцы и остатки материала обычно отгружаются вместе с оборудованием. Испытание линии с прокаткой опытной партии шаров на территории Изготовителя проводятся с помощью единичных нагретых заготовок. Горячая прокатка в автоматическом цикле проводится в момент пуско-наладочных работ на территории Заказчика.
Если у вас есть потребность в локализации производства помольных шаров диаметром 40-120 мм на своём производстве мы можем помочь вам в реализации данного проекта. Более подробная информация по запросу.
- t. +375-17-500-31-13
- f. +375-17-500-31-32
- +375255001523 (Viber, Whatsapp)
- amtengine@amtengine.com